
Кирпич прямой гост 8691 73
ГОСТ 8691-73
Категории ОКС
Поиск ГОСТов по категориям Общероссийского Классификатора Стандартов
- IT, электроника и бытовая техника
- Добыча и переработка
- Производство и строительство
- Промышленность
- Техника и оборудование
- Общие положения 01.
- Услуги, управление и социология 03.
- Математика, естественные науки07.
- Здравоохранение11.
- Охрана окружающей среды13.
- Метрология и измерения. Физические явления. 17.
- Испытания. 19.
- Технология получения изображений. 37.
- Точная механика. Ювелирное дело. 39.
Классификатор ОКПД 2
поиск кода ОКПД 2 онлайн, все категории классификатора
Статус документа: заменен , введён в действие 01.01.1975 Название на английском языке: General-purpose refractory articles. Form and dimensions Дата актуализации информации по стандарту: 11.09.2019, в 15:37 (более года назад) Вид стандарта: Стандарты на продукцию (услуги) Дата начала действия ГОСТа: 1975-01-01 Срок действия ограничен: 01.02.2019 Дата последнего издания документа: 2005-07-01
Коды документа ГОСТ 8691-73:
Код ОКП : 150000 Код КГС : И22 Число страниц: 20 Назначение ГОСТ 8691-73: Настоящий стандарт распространяется на огнеупорные изделия общего назначения, применяемые для кладки различных тепловых агрегатов ГРНТИ индекс(ы): 530711;613529 Документ разработан орг-ей: Минчермет СССР
Нормативные ссылки из текста ГОСТ 8691-73:
Ссылки на ГОСТы: Ссылки на прочие: БДС 4749-72
Физико-химический состав шамотного кирпича и температура его применения определяют марку материала. Цифровые обозначения от 1 до 109 указывают на типовой размер материала, далее идут его габаритные размеры в миллиметрах.
Методы производства, размеры и свойства
Наиболее распространен прямой кирпич, типоразмеров 5 и 8.
- Ш-5, 230×114×65;
- Ш-8, 250×124×65;
Выпускаются также клиновидные изделия, используемые при сооружении полукруглых сводов и арок печей, имеющих разные радиусы кривизны.
Марки и размеры подобного материала:
- торцевой клин Ш-22, 230×114×55/65;
- клин торцевой Ш-23, 230×114×45/65;
- ребровой клин Ш-44, 230×114×55/65;
- клин ребровой Ш-45, 230×114×45/65.
Помимо описанных размеров и форм, существует такой строительный кирпич на основе шамота:
- малоформатный и крупноформатный;
- фасонный материал: простой, сложный, особо сложный и крупноблочный;
- специальные изделия для лабораторного и промышленного использования (трубки, тигли и т.д.).
 Вес кирпичей по таблице стандарта.
Вес кирпичей по таблице стандарта.
По степени пористости и весу шамотный кирпич может быть:
- особо плотным, с пористостью (открытой) меньше 3 процентов;
- высокоплотным – 3/10%;
- плотным – 10/16%;
- уплотненным – 16/20%;
- среднеплотным – 20/30%;
- повышеннопористым, более 30%;
- легковесным, с пористостью (общей) 45/85%;
- ультралегковесным, с пористостью больше 85%.

Click here to preview your posts with PRO themes ››
По методу формования шамотные огнеупорные изделия разделяются на:
- литые из шликера;
- формованные пластичным или полусухим способом;
- плавленые;
- термопластичнопрессованные,
- горячепрессованные.
По технологии термообработки кирпич может быть:
- безобжиговым;
- обожженным (спеченным в печи);
- плавленолитым.
Маркирование кирпичей
В зависимости от их предназначения, выпускаются такие марки шамотного кирпича.
- Огнеупорные материалы общего назначения ША и ШБ.
- Шамотные изделия ковшевые – ШКУ.
- Аналоги доменные (для горнов) – ШПД.
- Ваграночные кирпичи – ШАВ.
- Двусторонние торцевые блоки для сооружения вращающихся печей – ШЦУ и пр.
Габариты всех этих материалов регламентирует ГОСТ 8691-73. При этом самые востребованные в бытовом строительстве – термостойкие кирпичи общего назначения ША и ШБ. Из них выкладывают топочные печи и камины. В промышленном строительстве такие марки применяют для сооружения сводов печей, имеющих обедненную кислородом атмосферу и использующих, как топливо, нефть, горючие газы и пылевидные составы.
Свойства и состав кирпичей общего назначения определяет ГОСТ 390-96.
Марка ША обладает большим содержанием оксида алюминия (около 30%) по сравнению с кирпичом ШБ (примерно 28%). Это увеличивает огнеупорность материала (+1690°). Изделия ШБ выдерживают до +1650°, имея такие же параметры пористости, прочностного предела при растяжении, а также температуры размягчения в +1300°. Цена такого материала чуть ниже.
Параметры легковесного шамотного кирпича регламентирует ГОСТ 5040-96.
Наиболее популярные его марки:
- ШЛ-0.4;
- ШЛ-0.9;
- ШЛ-1;
- ШЛ-1.3.
Кажущаяся плотность материала 0.4/1,3 г/см³. Инструкция предписывает использовать такие изделия для сооружений, имеющих внутри максимальную температуру от +1150º (ШЛ-0.4) до +1300º (ШЛ-1.3).
Огнеупорный материал марки ШЛ выпускается больше, чем в 50 типоразмерах, они регламентируются ГОСТ 21436-2004 и 8691- 73. Вес кирпичей от 1.7 кг до 2.6.
Легковесные кирпичи на основе шамота применяются для футеровки нагревательных и термических печей, теплового оборудования и пр. Небольшой коэффициент линейного расширения дает возможность использовать их также и для облицовывания подов. Большое число типоразмеров марки ШЛ позволяет осуществлять футеровку топок почти всех форм.
Пример маркировки
Предположим, на кирпиче стоит клеймо ША-5 СЛ:Ш. Это значит, что материал шамотный алюмосиликатный. Буква «А» говорит о том, что изделие соответствует нормам ГОСТ и относится к огнеупорному классу «А». Когда после литеры «Ш» сразу следует цифра, например Ш-8, то это, обычно, указывает на то, что кирпич изготовили по техническим условиям.
Click here to preview your posts with PRO themes ››
Если термостойкий кирпич соответствует всем требованиям ГОСТ, данное обстоятельство означает, что он прошел тщательную отбраковку отбор по множеству параметров: соответствию типоразмеру, отсутствию дефектов в виде трещин и сколов, соответствию нормативной прочности и температуре использования. Цифра 5 в нашем случае говорит о геометрических размерах изделия, согласно таблице №2 ГОСТ 8691-73.
Футеровка дуговой сталеплавильной печи ДСП-6 под основной процесс
Коллеги попросили выложить на сайте инструкцию по футеровке дуговой сталеплавильной печи ДСП-6 под основной процесс ведения плавки. К сожалению современной версии нет. Привожу материалы десятилетней давности. Кому надо, проверит и подправит ГОСТы. На рынке литья за последнее время появилось много новых материалов, которыми можно с при необходимости заменить исконно используемые. К примеру, ООО “АЛКОР-УКРАИНА”, г. Николаев (Украина) предлагает для футеровки дуговых печей огнеупорные смеси (порошки) для набивки пода в дуговой сталеплавильной печи по сухому производства турецких компаний. Для футеровки свода печи в современной практике применяют магнезитохромитовый кирпич марки МХСП длиной 380 мм, без дополнительной тепловой изоляции.
1. Назначение
Настоящая технологическая инструкция определяет порядок технологических операций процесса выполнения основной футеровки дуговой сталеплавильной печи ДСП-6. Инструкция служит руководящим материалом для разработки технологического процесса в соответствии с требованиями ЕСТД. Перечень ссылочных документов приведен в приложении.
2. Применяемые материалы
- Для кладки теплоизоляционного слоя футеровки электроплавильных печей применяют прямой шамотный кирпич по ГОСТ 8691-73.
- Для засыпки промежутков между кирпичами при кладке печей, для заправки печей применяют формовочные пески по ГОСТ 2138-84, которые должны удовлетворять следующим требованиям: содержание глинистой составляющей менее 2%; кл. IK, 2К; остаток на среднем сите основной фракции не ниже 0,16; газопроницаемость более 100 ед.
- Для засыпки швов при кладке из шамотного кирпича и приготовления мертелей применяют шамотный порошок, поставляемый по ТУ 14-8-90-74. Требования: огнеупорность 1580-1750°С, содержание Al2O3 18-39%, влажность 4-12%.
- Для приготовления мертелей и в качестве добавки в огнеупорные массы для набивной футеровки применяют огнеупорную глину, характеризуемую по ГОСТ 3594.0-77 – 3594.12-77.
- Для кладки подин, откосов и стен основных дуговых электропечей применяют магнезитовый кирпич (ГОСТ 4689-74) с содержанием: ≥ 89-91% MgO, 3-4% СаО, ≤ 2,5% SiO2 ; открытой пористостью 11-23; пределом прочности на сжатие 50-60 МПа, температурой начала деформации под нагрузкой не ниже 1500-1550°С, дополнительной линейной усадкой при 1650°С с выдержкой 2 ч не более 0,5-0,6%, кажущейся плотностью 2,7 г/см 3 для обычных изделий и 3 г/см 3 для уплотненных. Прямой магнезитовый кирпич имеет размеры от 230х115х65 мм до 380х150х75 мм, массу от 4,6 кг до 12,8 кг. Используется также клиновые торцовые, ребровые и радиальные кирпичи.
- Для сводов основных электросталеплавильных печей применяют хромомагнезитовый кирпич ХМ2-I и ХМ2 по ГОСТ 5381-72, с содержанием: ≥ 40-46% MgO, 18-22% Cr2O3; ≤ 6-7% SiO2; открытой пористостью, не более — 22-24%, температурой начала деформации, не менее — 1520°С, термостойкостью, не менее — 2 теплосмен, пределом прочности при сжатии, не менее — 20-27,5 МПа, кажущейся плотностью, не менее — 2,95 г/см 3 . Прямой магнезитовый кирпич имеет размеры 230х115х65 мм и 300х150х65 мм, массу от 4,8 до 8,2 кг. Используются также клиновые и переходные кирпичи.
- Для наварки, ремонта и заправки подин и откосов применяют спеченные магнезитовые порошки (ТУ 14-8-209-76), получаемые путем высокотемпературного обжига природного магнезита или каустической магнезитовой пыли марок ПМЭ-88, ПМЭК-87, ПМИЭК-88, с содержанием MgO ≥87-88%, СаО ≤ 4-6% SiO2 ≤ 4%, зерна должны быть величиной ≤ 4 мм.
- В качестве теплоизоляционного слоя, располагаемого непосредственно у кожуха печи, применяют листовой асбест (ГОСТ 2850-95), изготавливаемый из кризолитового асбеста по ГОСТ 12871-83, марки КАОН-1.
- В качестве связующего для набивных масс применяют жидкое стекло по ГОСТ 13078-81. Для огнеупорных масс применяют содовое жидкое стекло с модулем 2,8-2,9; плотностью 1,47-1,52 г/см 3 .
- Для кладки сводов и арок применяют динасовые изделия ДСТУ 2343-94 (ГОСТ 1566-96) марки ЭД1 с массовой долей: ≥ 95% SiO2, ≤ 2% СаО, ≤ 1,5 Al2O3 , огнеупорностью не ниже 1710°С, температурой начала деформации под нагрузкой не ниже 1650°С, плотностью 2,3 г/см 3 ; пористостью открытой ≤ 22%; пределом прочности на сжатие ≥ 25 МПа.
Click here to preview your posts with PRO themes ››
3. Футеровка
Основными элементами футеровки ДСП являются: подина, стены и свод.
Таблица 1. Основные размеры футеровки кожуха печи
Назначение подины: сформировать ванну соответствующей формы для жидкого металла и шлака и обеспечить тепловую изоляцию металла. Внешний вид подины представлен на рис. 1.
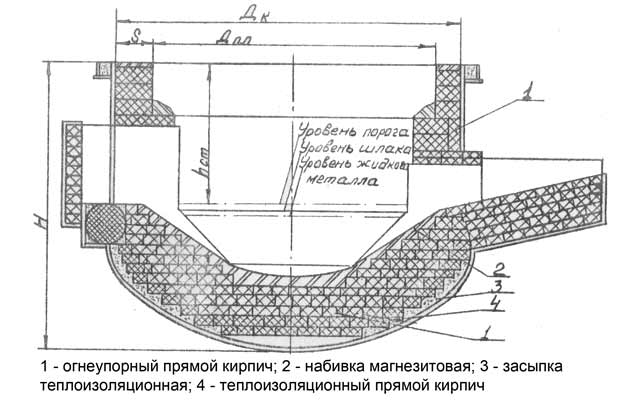
Рис. 1: Конструкция футеровки кожуха и форма внутреннего объёма печи
Подина состоит из двух основных слоев: верхнего, набивного слоя, и нижнего, кирпичной кладки.
Для тепловой изоляции днеще кожуха ДСП покрывают одним или двумя листами асбестового картона, насыпают выравнивающий слой теплоизоляцтонной засыпки, на который укладывают один-два ряда шамотного кирпича на плашку.
На теплоизоляционную часть футеровки укладывают кирпичное основание подины, которое состоит из нескольких слоев магнезитовых кирпичей, уложенных на ребро с заполнением зазоров магнезитовым песком.
НА кирпичное основание подины укладывают рабочий слой в виде набивки из магнезитового порошка и огнеупорной глины.
Масса футеровки подины приблизительно численно равна емкости печи. Удельный расход заправочных материалов составляет 20-30 кг/т.
Назначение стен – сформировать свободное пространстве ДС для размещения загружаемой шихты и обеспечения соответствующей схемы теплообмена. Основные требования к футеровке: высокие огнеупорность и термическая стойкость, малое тепловое сопротивление, основную футеровку стен выполняют магнезитохромистыми кирпичами.
Свод имеет такое же значение, как и стены, но работает в более тяжелых условиях: более высокие тепловые нагрузки от дуг и зеркалыванны, резкие колебания температуры внутренней поверхности при открывании печи для загрузки шихты.

Рис. 2: Футеровка свода ДСП-6
Для сводов ДС при основной футеровке применяют динасовый кирпич (рис. 2). Свод набирают вне печи на шаблоне, имеющем выпуклость соответственно кривизне поверхности свода. Свод имеет один слой кладки, без тепловой изоляции. Толщина футеровки свода соответствует длине стандартного кирпича и составляет 230 или 300 мм.
Click here to preview your posts with PRO themes ››
4. Подготовка печи к плавке
Заправка печи
Немедленно после выпуска плавки приступают к очистке подины и откосов от остатков металла и шлака металлическими скребками. С особой тщательностью очищаются обнаруженные на подине и откосах ямки и неровности. Допускается удаление металла и шлака из глубоких ямок производить выдуванием их кислородом или сжатым воздухом.
В случаеобразования глубоких ямок на подине на оставшейся в ямке металл забрасывают 2-4 лопаты сухого магнезитового порошка, металлическими скребками перемешивают его с металлом и удаляют из печи. Эту операцию следует проводить быстро, пока не застыл металл.
После очистки печь заправить магнезитовым порошком. Заправку подины производить форсированно при высокой температуре футеровки печи. При углубленной подине исправление ее производят в течении нескольких плавок путем подсыпки сухого магнезитового порошка. Толщина магнезитового слоя пои одной наваркедолжна быть не более 50 мм.
Откосы заправляют огнеупорной массой, приготовленной из магнезитового порошка на жидком стекле. Соотношение магнезитового порошка и жидкого отекла должно быть 5:1по общему.
При заросшей подине и откосах, на них дают перед завалкой мелкую железную руду или окалину и после запуска плавки размягченный слой удаляют металлическими скребками.
После заправки печи необходимо тщательно осмотретьстены,свод и в случае необходимости, произвести ремонт их до или после завалки шихты. Футеровка печи не должна иметь обрушений или угрозы обрушений в ходе плавки на отдельных участках стен, выпучиваний или осадки отдельных частей свода, покраснений его в износившихся местах, грозящих обвалом.
Перец включением печи все механизмы иэлектрооборудование должны быть в исправном состоянии, водоохлаждаемая арматура не должна иметь подтекания воды, длина электродов должна быгь достаточной для проведения всей плавки. Печь должна быть максимально уплотнена во избежание подсоса воздуха и выбивания пламени из под экономайзеров, также между кожухом печи и сводом.
Click here to preview your posts with PRO themes ››
Механизм наклона и выката печи, подъема и поворота свода, перемещения электродов, система газоочистки, электрооборудование и автоматика должны удовлетворять техническим требованиям по эксплуатации, требованиям безопасности, обеспечивать проведение плавки в заданном режиме.
Подготовка выпускного желоба
Одновременно с заправкой печи, тщательно очистить выпускное отверстие и желоб от шлака и остатков металла (скрепа). При необходимости отверстие расчистить пневматическим молотом до требуемых размеров. Если после очистки от шлака и скрапа желоб имеет ровную и гладкую поверхность без отколов кирпича, размывовшвов и т.п., то под следующую плавку он идёт без подмазки.
При наличии отколов кирпича, размытых швов дефектные места подмазывает массой состоящей из: 80% молотого шамота, 10%огнеупорной глины замешанных на 2%жидкого стекла до тестообразного состояния. Перед подмазкой футеровку слегка смачивают водой и дефектныеместа покрывают массой, которую затирают ток, чтобы она плотно заполнила дефектные места футеровки жёлоба.
После подсушки на воздухе, желоб прокаливают газом в течение 2-х часов.
Резьба NPT [ править | править код ]
Резьба дюймовая трубная конусная (англ. NPT — national pipe taper) — американский стандарт на резьбу с конусностью 1:16 (угол конуса φ = 3°34′48″) или цилиндрическую (англ. NPS — national pipe straight) резьбу по ANSI/ASME B1.20.1. Резьба NPT соответствует ГОСТ 6111-52 «Резьба коническая дюймовая с углом профиля 60°». Обозначается как NPT или K.
Также существует резьба NPTF (англ. national pipe taper — fuel ), где уплотнение происходит за счёт смятия резьб. Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Угол профиля при вершине — 60°, теоретическая высота профиля Н = 0,866025Р.
